
A fadiga ainda é a causa da maioria das falhas mecânicas em muitas aplicações estruturais, e uma falha por fadiga típica tem pelo menos 3 estágios: iniciação de fissuras, propagação de fissuras e fratura final. Está bem estabelecido que defeitos superficiais (por exemplo, rugosidade superficial), defeitos volumétricos (por exemplo, poros, falta de fusão) e microestrutura são fatores influentes no desempenho de fadiga de materiais metálicos. Também vale a pena notar que as rachaduras muitas vezes se nucleiam de/para a superfície devido a várias razões, tais como deformação inelástica mais fácil, maiores tensões/deformações de cargas externas, e efeitos de concentração de tensão.
O crescente interesse nos processos de fabricação por camadas, também chamados de manufatura aditiva (MA), tem atraído muitas indústrias a considerar a adoção dessas tecnologias. Embora os processos de MA pareçam simples (fabricação camada por camada), há muitas complexidades físicas e metalúrgicas associadas com a fusão/ solidificação áspera repetida durante a fabricação. O intrincado histórico térmico (ou seja, gradiente térmico, taxas de resfriamento, etc.) experimentado pela peça durante a fabricação influencia a microestrutura, textura cristalográfica, tensões residuais, rugosidade superficial e formação de defeitos volumétricos (por exemplo, poros presos a gás e falta de fusões), que consequentemente afetam as propriedades mecânicas, especificamente sob carga cíclica [1, 2]. Neste sentido, há vários estudos que investigaram o efeito de defeitos volumétricos, rugosidade superficial e microestrutura no comportamento de fadiga de materiais metálicos fabricados aditivamente (MA) [3].
A maioria dos estudos relatou uma resistência à fadiga inferior para materiais metálicos MA, mesmo em suas condições de superfície usinada, em comparação com seus equivalentes forjados devido aos efeitos prejudiciais dos defeitos volumétricos inerentes aos processos MA [4]. A este respeito, muito esforço foi feito para reduzir o tamanho e o número destes defeitos, ajustando os parâmetros do processo. Entretanto, mesmo usando os parâmetros mais otimizados do processo de fabricação, ainda haverá alguns defeitos induzidos pelo processo, tais como poros de gás presos nas peças MA, que podem exacerbar seu desempenho em fadiga. A superfície pós-fabricação e os processos térmicos são muitas vezes essenciais para melhorar o desempenho em fadiga dos materiais MA. Por exemplo, pode ser visto na Figura 1 que a remoção da rugosidade superficial por usinagem pode melhorar significativamente o desempenho de fadiga do leito de pó fundido com feixe de laser (LB-PBF) 17-4 PH SS [1]. Efeitos similares da aspereza superficial sobre o comportamento de fadiga também foram relatados para outros sistemas de materiais [5].
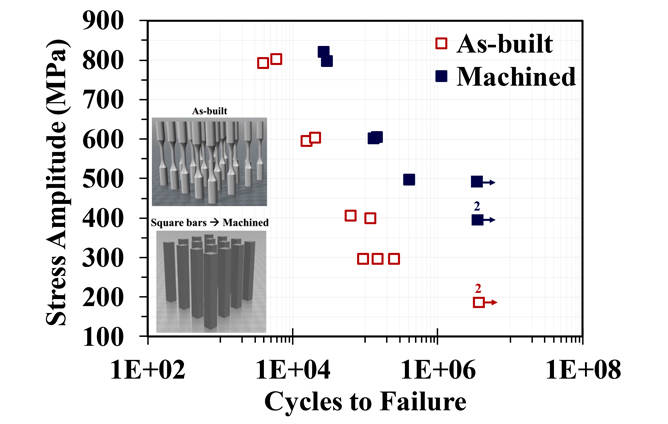
Figura 1
Comparação da fadiga por fadiga de LB-PBF 17-4 PH SS submetido ao tratamento térmico CA-H900 condição com a superfície conforme construída e usinada condições [1]
Processos térmicos pós-fabricação (por exemplo, prensagem isostática a quente (HIP) ou tratamento térmico) podem influenciar o desempenho de fadiga de materiais metálicos MA associados a mudanças na microestrutura (por exemplo, tamanho e distribuição dos poros, tamanho e morfologia dos grãos, comportamento de precipitação, etc.) [2,4]. Por exemplo, os processos de tratamento térmico pós-fabricação incluindo o processo de tratamento térmico da solução (conhecido como condição A (CA) para 17-4 PH SS) aumentam a resistência à fadiga do LB-PBF 17-4 PH SS (Figura 2). Isto é atribuído à microestrutura mais homogeneizada e mais fina obtida após a etapa CA, em comparação com a microestrutura produzida após procedimentos de tratamento térmico sem esta etapa [1].
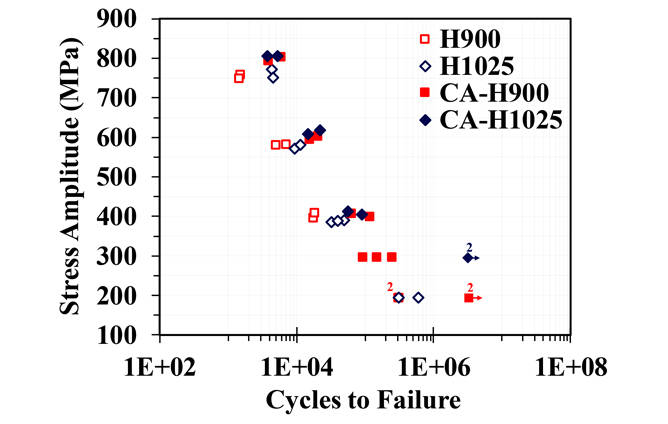
Figura 2
Dados de fadiga por esforço de LB-PBF 17-4 PH SS, em condições de superfície conforme construída, passou por vários procedimentos de tratamento térmico [1]. Observe que os marcadores ocos mostram os procedimentos de tratamento térmico sem etapa CA, enquanto os marcadores preenchidos apresentam condições de tratamento térmico incluindo a etapa CA
Curiosamente, os materiais metálicos manufaturados aditivamente apresentam, em sua maioria, um comportamento de crescimento da fissura por fadiga (FCG) semelhante ao do homólogo forjado no regime de Paris (ou seja, a região de crescimento estável da fissura). A Figura 3 é um exemplo mostrando que o LB-PBF 17-4 PH SS tem comportamento FCG idêntico ao do material forjado [6]. Entretanto, a LB-PBF 17-4 PH SS mostra uma taxa FCG mais alta (ou seja, menor resistência FCG) na região instável FCG (ou seja, alta região ÄK) em comparação com o material forjado. Isto pode ser devido às diferenças na microestrutura, bem como à presença de defeitos volumétricos em LB-PBF 17-4 PH SS, resultando em menor resistência à fratura cíclica do que a do material forjado. Tais defeitos também podem aumentar a taxa FCG de LB-PBF 17-4 PH SS na região próxima do limite.
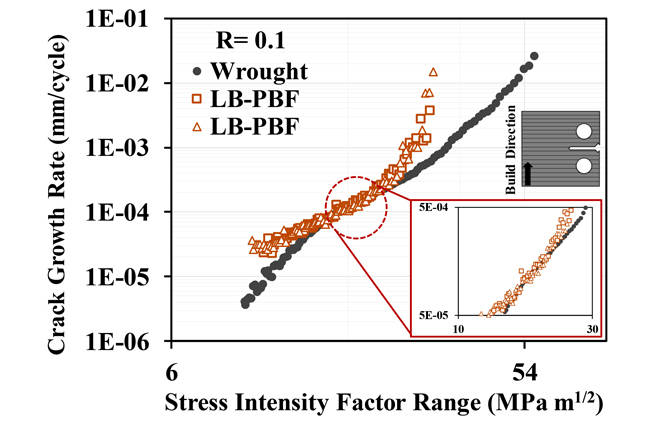
Figura 3
Comportamento do LBPBF no crescimento de fissuras por fadiga (FCG) 17-4 PH SS submetido ao tratamento térmico CA-H900 em comparação com o do homólogo forjado com a mesma condição de tratamento térmico [6]
Referências
1. Nezhadfar PD, Shrestha R, Phan N, Shamsaei N. Int J Fatigue. 2019;124:188-204.
2. Pegues J.W., Shao S., Shamsaei N., Sanaei N., Fatemi A., Warner D.H., Li P., Phan N., Int J Fatigue, 2020: 132, p.105358.
3. Fatemi A, Molaei R, Simsiriwong J, Sanaei N, Pegues J, Torries B, Phan N, Shamsaei N., Fatigue & Fracture of Eng. Mater. & Struc. 2019: 991-1009.
4. Molaei R., Fatemi A., Sanaei N., Pegues J., Shamsaei N., Shao S., Li P., Warner D.H., Phan N., Int J Fatigue, 2020: 132, p.105363.
5. Pegues J., Roach M., Williamson R. S., Shamsaei N. Int J Fatigue, 116, 2018: 543-552.
6. Nezhadfar PD, Burford E, Anderson-wedge K, Zhang B, Daniewicz SR, Shamsaei N., Int J Fatigue. 2019.
O National Center for Additive Manufacturing Excellence (NCAME) na Auburn University foi formado em 2017 por meio de uma colaboração com a NASA Marshall Space Flight Center.
